




着色に不満がある
着色の原因として以下のようなものが考えられます。
1.炉内雰囲気によるもの
2.鋭敏化によるクロムカーバイドの析出によるもの
3.洗浄工程での油分の残留によるもの
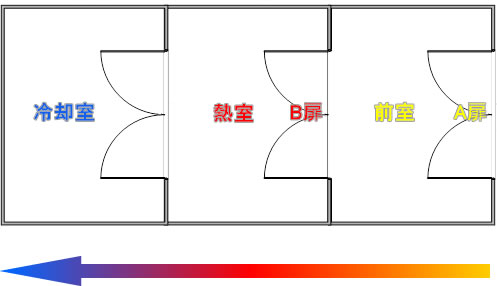
→1.当社の真空炉は、最大10^-5トールの高真空度での処理が可能なので炉内雰囲気は非常に良好です。【図①】
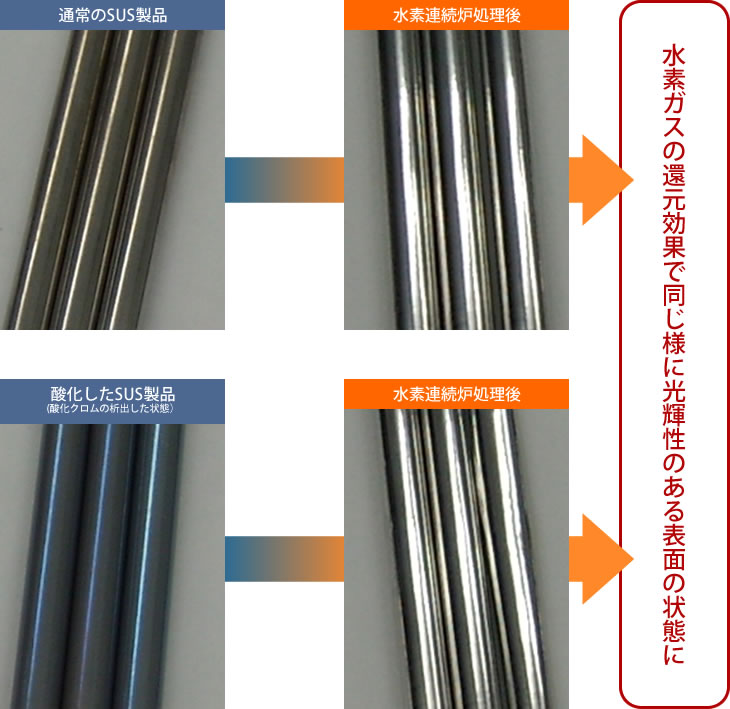
また、連続式水素炉での処理も行っており、99.9パーセントの水素雰囲気内での処理も可能。
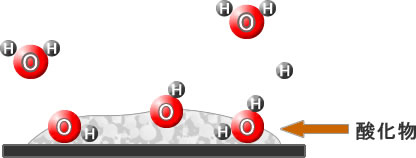
還元ガスである水素が製品表面に付着した不純物を還元し非常に優れた光輝性での仕上りとなります。【図②】
【図①】
【図②】
鋼表面の酸化物(O)と水素(H)が結び付き、酸化物が水(H2O)となることで還元し、光輝性のある仕上がりとなります。
→2.弊社の製造スタッフは、1級熱処理技能士を始め全てのスタッフが技能士資格を有しております。
そのスタッフの手によって、材質毎に適切な温度で処理工程を管理しており、鋭敏化温度域を素早く通過させる為、クロムカーバイトを析出させません。
→3.環境にも配慮した炭化水素系真空洗浄設備を保持。処理前の洗浄も承っております。
固着に不満がある
製品同士の固着は、高真空で処理を行うと発生し易くなります。(真空固着)
固着した製品を引き剥がすと大きな変形の原因となり、特に、薄物鋼板プレス成形品では大きな影響が出易くなります。
当社の真空炉では、加熱時に真空引き後、窒素ガス(アルゴンガス・水素ガスも使用可能です)を封入して固着の低減を図ったり、セット方法により固着を防ぐことが可能です。(微圧加熱、パーシャル)
また、当社の連続式水素炉は99.9%の水素雰囲気中で常圧の下、処理を行う為、量産部品の大量処理にも処理量を減らさず、固着の起こりにくい処理が可能です。
変形に不満がある
変形の主な原因としては次のようなものがあります。
1.熱処理時に加工応力が開放される為おこるもの
2.製品の自重によるもの
3.焼入れ治具の影響によるもの
4.組織変態のタイムギャップ
1に関しては、プレス成形や肉盛り、溶接などの工程における応力付与が要因となる為、製作段階や試作工程でのご相談をお受けし、ご提案をさせて頂きます。
2、3に対しては、長年の経験で培った最適のセット方法により変形を最小限に抑えます。
4加熱による組織変態の時間差がなければ、理論上変形は起こりません。(ただし、外部要因によるものは除く)
弊社では、蓄積したデータと独自のセット方法で、治具や製品の熱関与を考慮して、製品に対して熱まわりが均一になる様に処理を行っています。
